

 Heim
Heim





Custiom Aluminium-Rohr, quadratisch, rund, rechteckig, oval, Rohrbiegen
Basisinformation
| Legierung | Legierung |
| Oberflächenveredelung | Anodische Oxidation |
| Legierungsbestandteil | 6063 |
| Zertifizierung | CE, RoHS |
| Poliertes Aluminiumprofil | Chemisches Polieren |
| Transportpaket | Karton |
| Spezifikation | Maßgeschneidert |
| Warenzeichen | ALUT |
| Herkunft | Guangdong, China |
| HS-Code | 76042990 |
Produktbeschreibung
Biegen von Aluminiumrohren und Rohren
Dieser Artikel enthält alle Informationen, die Sie über das Biegen von Rohren wissen müssen. Lesen Sie weiter und erfahren Sie mehr über:
- Was ist Rohrbiegen?
- Beim Rohrbiegen verwendete Terminologien
- Mechanik des Rohrbiegens
- Arten des Rohrbiegens

Kapitel eins – Was ist Rohrbiegen?
Das Rohrbiegen ist eine der Fertigungsmethoden, mit denen Rohre durch Biegen dauerhaft geformt werden. In vielen Fällen sind gebogene Rohre nützlicher als in ihrer geraden Form. Gebogene Rohre sind ein integraler Bestandteil vieler Instrumente, wie zum Beispiel Posaunen, Treppengeländer, Griffe, Möbelrahmen, Automobilteile, Klimaanlagen und vieles mehr. Bei Rohren und Rohrverbindungsstücken handelt es sich um gebogene Rohre, die zur Richtungsänderung von Leitungen für Flüssigkeiten und Gase in Abgassystemen, Hydraulikleitungen, Rohrleitungen usw. verwendet werden.
Die Umformung kann mithilfe kalter oder heißer Rohrbiegetechniken erfolgen. Letzteres nutzt Wärmeenergie und wird bei einer deutlich höheren Temperatur als der Raumtemperatur durchgeführt. Zu Beginn eines Biegevorgangs wird es immer an zwei Punkten fixiert und anschließend wird die Biegung durch ein rotierendes Gesenk, eine Walze oder eine Presse erzwungen. Die Rohrbiegung kann formgebunden oder freiformig erfolgen. Während das Werkzeug zum Rohr vordringt, erfährt das Rohrmaterial eine Kombination aus Zug- und Druckkräften. Das Ergebnis des Rohrbiegens hängt von verschiedenen Faktoren ab, wie dem Rohrmaterial, den Werkzeugen, der Menge des ausgeübten Drucks, der Schmierung und der zu erzwingenden Biegegeometrie. Die Rohrherstellung ist eine Sammlung von Prozessen, die zur Herstellung einer Reihe von Produkten verwendet werden und Baugruppen aus dem geraden Rohr. Neben dem Biegen von Rohren umfassen weitere Fertigungsprozesse Schneiden und Entgraten, Schlitzen, Ausklinken und Schweißen.
Kapitel zwei – Terminologien zum Rohrbiegen
Bevor Sie die richtige Matrize für eine bestimmte Rohrbiegeart auswählen, ist es hilfreich, die Geometrie einer Biegung zu kennen. Beim Rohrbiegen werden folgende Fachbegriffe verwendet: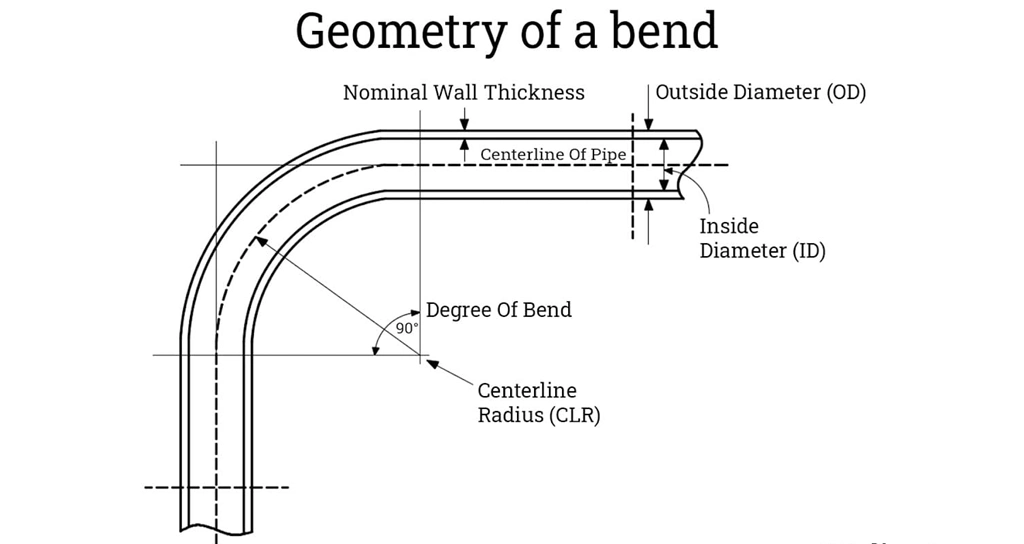
Innendurchmesser. Der Innendurchmesser ist der Abstand der innersten Kanten des Rohrquerschnitts, der durch die Mittellinie verläuft. Es handelt sich um die Größe des Rohrlochs. Wandstärke. Die Wandstärke ist der Unterschied zwischen Außen- und Innendurchmesser eines Rohres. Dabei handelt es sich um die Breite des Schlauchmaterials, die aus Präzisionsgründen normalerweise mit einem Messschieber gemessen wird. Der Außendurchmesser und die Wandstärke des Rohrs sind die wichtigsten Faktoren bei der Auswahl einer Matrize für ein Rohrbiegeverfahren.
Grad der Biegung. Der Biegegrad ist der Winkel, der durch die Biegung des Rohrs entsteht und in Grad gemessen wird. Es ist die „Schärfe“ der Biegung; Die Rohre mit kleineren Biegewinkeln weisen Formkrümmungen auf. Der Komplementärwinkel des Biegegrades wird Biegewinkel genannt.Unterschied zwischen Rohren und Rohren
Beide sehen fast gleich aus und können der gleichen Biegetechnik unterzogen werden, aber es ist auch wichtig, zwischen Rohren und Rohren zu unterscheiden. Die beiden Begriffe werden oft synonym verwendet. Rohre sind ein allgemeiner Begriff für runde, quadratische, rechteckige oder ovale Hohlprofile und werden üblicherweise für mechanische und strukturelle Anwendungen, Druckgeräte und Instrumentierungssysteme verwendet. Rohre hingegen dienen der Beförderung von Flüssigkeiten und kommen in allen Prozessen und Versorgungsleitungen zum Einsatz. Rohrgrößen werden durch ihre Nennrohrgröße (NPS) und die Plannummer dargestellt. NPS ist eine nordamerikanische Reihe von Normen zur Bezeichnung von Durchmessern und Wandstärken von Rohren, die für hohe oder niedrige Drücke und Temperaturen verwendet werden. Die Plannummer ist ein dimensionsloser Wert, der sich auf die Wandstärke eines Rohres bezieht. Rohrgrößen hingegen werden durch den Außendurchmesser dargestellt und die Wandstärke wird in Birmingham Wire Gauge (BWG) ausgedrückt.
Kapitel drei – Mechanik des Rohrbiegens
Abhängig von der verwendeten Biegetechnik und den Eigenschaften des Rohrmaterials gibt es pro Bereich, den das Rohr während des Biegens erfährt, mehrere physikalische Veränderungen. Auf die Außenseite der Biegung wirken Zugkräfte, die zu einer Dehnung und Verdünnung der Wand führen Auf die Innenseite der Biegung wirken Druckkräfte ein, die zur Faltenbildung und Verdickung der Wand führen.
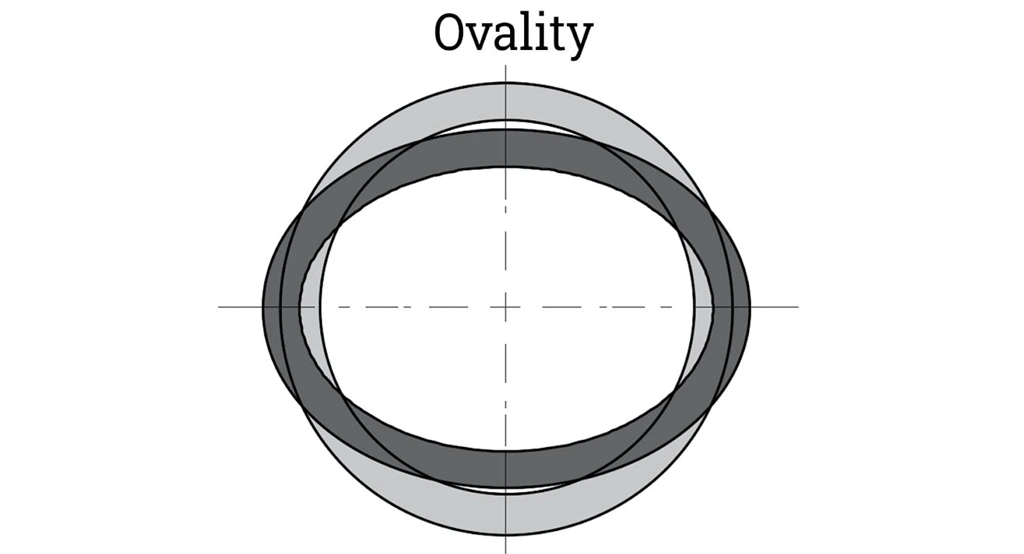
Der Rohrquerschnitt erfährt ein Phänomen, das Ovalität genannt wird. Unter Ovalität versteht man die Verformung des Rohrquerschnitts gegenüber der ursprünglichen runden Form nach dem Biegen. Dies resultiert aus unausgeglichenen Kräften, die auf die Biegung wirken, insbesondere wenn das Rohrinnere nicht abgestützt ist. Bei einigen Anwendungen ist die Ovalität des Rohrs akzeptabel, in einigen Branchen sind jedoch präzise Abmessungen der Biegung erforderlich, bei der die Ovalität kontrolliert werden muss.
Der Wandfaktor ist die relative Wandstärke. Es ist das Verhältnis des Außendurchmessers des Rohres zu seiner Wandstärke. Der resultierende Wert bestimmt, ob ein Rohr „dickwandig“ oder „dünnwandig“ ist.
Der Wandfaktor wird verwendet, um die Schwierigkeit jeder Art von Biegung zu beurteilen. Rohre mit geringerem Wandfaktor lassen sich leichter biegen, da zum Strecken weniger Material erforderlich ist. Rohre mit höheren Wandfaktoren erfordern anspruchsvollere Matrizen und Dorne, um das Rohr zu stützen.D der Biegung. Der „D der Biegung“ ist ein von Rohrherstellern verwendeter Fachbegriff, der sich auf das Verhältnis des CLR der Biegung zum Außendurchmesser des Rohrs bezieht. Dieser Wert gibt an, wie schwierig es für das Rohr ist, enge Radien zu formen. Je höher D der Biegung ist, desto einfacher ist es, Biegungen mit engeren Radien zu bilden. Bei einer idealen, nicht unterstützten Biegung muss das Rohr eine Kombination aus niedrigem Wandfaktor und hohem D der Biegung aufweisen. Andernfalls kann es zu einer flachen Tonverzerrung kommen. Dies entsteht, wenn die Außenwand der Biegung zusammenbricht, weil sie nicht dick genug ist, um sich selbst zu tragen. Unter Dehnung versteht man das Ausmaß, um das sich ein Material dehnen kann, bevor es zu einem Bruch kommt. Je höher D der Biegung ist, desto mehr Material ist erforderlich, um sie zu dehnen und Biegungen mit einem engeren Radius zu erzeugen. Die Dehnung hängt nicht nur vom D der Biegung ab, sondern auch von der Materialeigenschaft (dh Edelstahl hat einen höheren Dehnungsprozentsatz als Weichstahl).
Zurückspringen. Wenn ein Rohr bis zu einem gewissen Grad gebogen wird, neigt es dazu, in seine ursprüngliche flache Form zurückzukehren, was zu einem etwas kleineren Biegewinkel führt. Der Bediener führt dann eine leichte „Überbiegung“ durch, um den Winkelunterschied auszugleichen, damit das Rohr den gewünschten Biegewinkel erreicht. Dieses Phänomen beim Rohrbiegen wird als Rückfederung bezeichnet und beeinträchtigt die Genauigkeit des Rohrherstellungsprozesses. Wenn in einem Rohr eine Biegung entsteht, entsteht durch das Schrumpfen und Dehnen des Materials eine ungleichmäßige Molekulardichte. Der innere Bereich der Biegung wird gestaucht, während der äußere Bereich gedehnt wird. Die Zugkräfte auf den gedehnten Bereich sind größer als die Druckkräfte und führen dazu, dass das Material in seine flache Position zurückkehrt.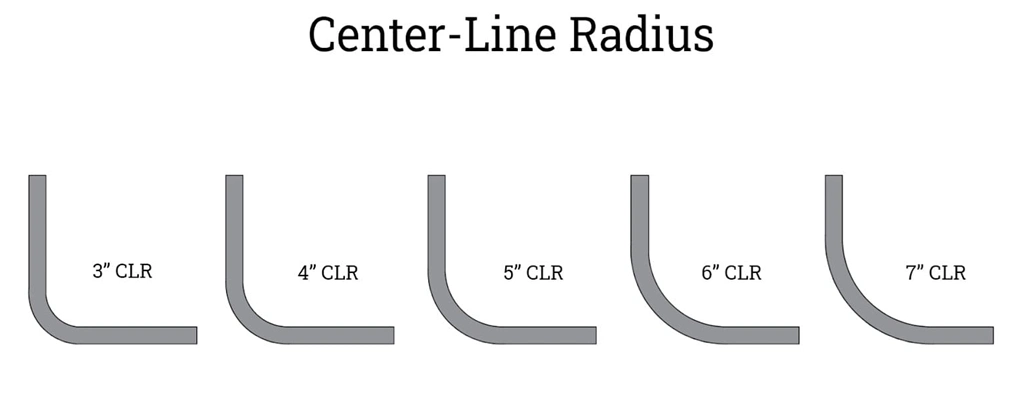
Die Rückfederung wird von mehreren Faktoren beeinflusst, wie z. B. der Steifigkeit, Zugfestigkeit und Wandstärke des Materials, der Art des Werkzeugs und der verwendeten Biegetechnik. Härtere Materialien und ein kleinerer CLR erzeugen eine größere Rückfederung. Der Biegewinkel wird immer um einen Rückfederungsfaktor erhöht, der aus der Durchführung mehrerer Testbiegungen ermittelt wird. Der Rückfederungsfaktor ist nicht für alle Materialien konstant und ändert sich je nach Wandstärke und Durchmesser.
Kapitel 4 – Arten des Rohrbiegens
Rohrbiegetechniken können formgebundenes oder Freiformbiegen sein. Beim formgebundenen Biegen ist die Umformung von der Geometrie des Gesenks abhängig, etwa beim Pressbiegen und beim Rundziehbiegen. Beim Freiformbiegen beruht die Umformung auf der Bewegung des Rohrs durch das Werkzeug, beispielsweise beim Rollbiegen. Rohrbiegetechniken können auch als Kaltrohrbiegen oder Heißrohrbiegen klassifiziert werden. Das Kaltbiegen von Rohren erfolgt bei Raumtemperatur. Die gebräuchlichsten Techniken zum Kaltbiegen von Rohren sind die folgenden:
Drücken Sie auf Biegen
Das Pressbiegen ist die älteste industrielle Rohrbiegetechnik. Bei dieser Methode wird das Rohr an zwei Punkten befestigt und der Stempel (oder die Biegematrize) wird gegen das Rohr gedrückt, um es der Form der Biegung anzupassen. Die Außenabmessungen des zylindrischen Stößels geben die Eigenschaften der Biegung vor, die dem Rohr aufgezwungen werden soll.
Das Pressbiegen ist eine schnelle Biegemethode für symmetrische Teile und erfordert keine Schmierung und Reinigung. Allerdings ist es mit dieser Methode schwierig, eine geringere Biegung vorzunehmen. Es bietet im Inneren keine Stütze für das Rohr; Daher ist es anfällig für Verformungen in den Innen- und Außenkrümmungen. Abhängig von der Wandstärke des Rohres ergibt sich häufig ein ovaler Querschnitt. Diese Biegemethode ist schwer zu kontrollieren und wird nur verwendet, wenn kein gleichmäßiger Querschnitt erforderlich ist.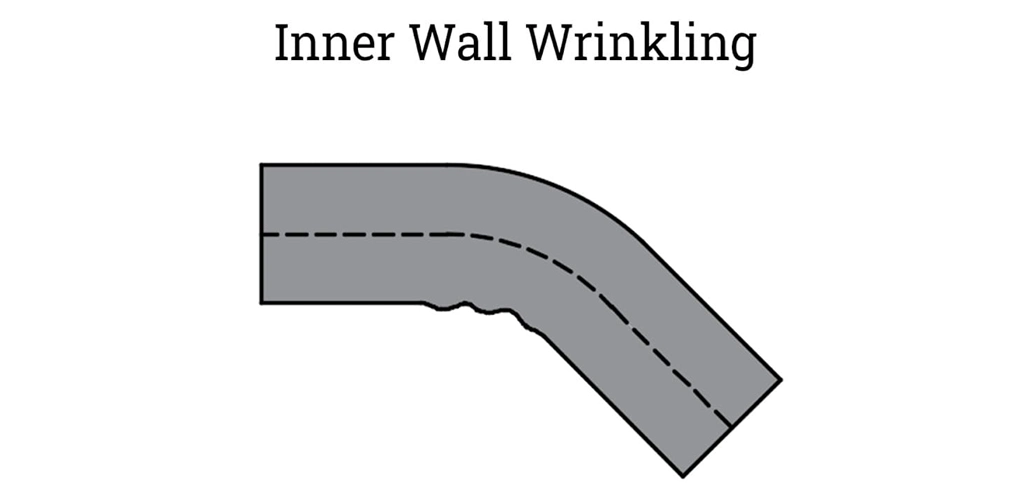
Rotationsziehbiegen
Das Rotationsziehbiegen ist eine geeignete Methode, um präzise Biegungen mit konstantem CLR und konstantem Durchmesser zu erzeugen, die eine minimale Ovalisierung ermöglichen. Einige der Anwendungen dieser Technik finden sich in Rohrverbindungen, Instrumentenrohren, Handläufen, Automobil- und Luft- und Raumfahrtteilen. Dieses Verfahren wird auch für Hohlprofile mit unterschiedlichen Querschnittsformen (z. B. quadratisch, oval) angewendet. Mit den richtigen, auf die Anwendung abgestimmten Werkzeugen wird eine glatte und ästhetisch ansprechende Biegung erzeugt.
Ein Formwerkzeug, Biegematrize genannt, bestimmt den Radius der Biegung. Es verleiht dem Rohr die Biegung, indem es es um seinen Umriss dreht. Die Drehung wird fortgesetzt, bis der gewünschte Biegewinkel erreicht ist. Der Klemmstempel greift das Rohr an seinem Außendurchmesser und klemmt es am Biegestempel fest. Seine Hauptfunktion besteht darin, das Rohr beim Biegen zu sichern. Die Klemm- und Biegebacken drehen sich als ein Stück; Die Klemmmatrize dreht sich in Richtung der Krümmung, während sich die Biegematrize dreht, um die Biegung durchzuführen. Anschließend bewegt es sich hinein und heraus, um die Zufuhr des Schlauchs zu ermöglichen. Beim Biegen muss auf optimalen Klemmdruck geachtet werden. Der unzureichende Klemmdruck kann zum Verrutschen des Schlauchs führen; Übermäßiger Spanndruck kann dazu führen, dass das Rohr knittert oder zusammenbricht. Die Abstreifdüse wird verwendet, um Faltenbildung am Innenradius des Rohrs zu verhindern, wenn der Dorn allein nicht ausreicht. Es wird mit der Spitze am Tangentenpunkt hinter der Biegematrize positioniert. Wischermatrizen unterliegen beim Biegen einer Reibungskraft, daher muss das Material mit dem Rohrmaterial kompatibel sein. Falsches Material kann nach zahlreichen Biegezyklen zu Abrieb führen. Stahl-Wischermatrizen werden für Rohre aus Stahl, Aluminium, Kupfer und Bronze verwendet. Abstreifermatrizen aus Aluminiumbronze werden zum Biegen von Rohren aus Edelstahl, Titan und Inconel verwendet. Um die Reibung zu reduzieren, werden hartverchromte Wischermatrizen aus Stahl verwendet. Die Druckmatrize liegt tangential zur Biegematrize und erfüllt zwei Funktionen. Erstens stellt es eine angemessene Kraft zum Biegen des Rohrs bereit und sorgt für einen konstanten Druck am Tangentialpunkt. Dann drückt es das gerade Rohr, während es sich um die Biegung bewegt, mit Hilfe einer Druckmatrize zur Unterstützung (oder eines Druckmatrizenverstärkers). Der Druckverstärker übt eine größere Druckkraft aus, um die Dehnung der Außenwand des Rohrs auszugleichen. Die Länge der Druckmatrize ist abhängig vom Grad der Biegung.
Der Dorn bietet dem Rohr während des Biegens inneren Halt, um ein Zusammenfallen, Faltenbildung und Ovalisierung des Rohrs während des Biegens zu verhindern. Wie bei der Wiper-Matrize ist auch das Material ein wichtiger Gesichtspunkt bei der Auswahl des geeigneten Dorns. Es gibt ihn in verschiedenen Ausführungen: Steckdorn. Es wird zum Biegen von Rohren mit dickeren Wänden oder großen CLR-Biegungen verwendet. Geformter Endstopfen. Bei diesem Typ handelt es sich um eine Variation des Steckdorns, bei dem die Spitze so geformt ist, dass sie dem Radius der Biegung entspricht, um mehr inneren Halt zu bieten. Er hat fast die gleiche Anwendung wie der Steckdorn.Standarddorn. Dieser Typ wird am häufigsten verwendet, da er ein breites Spektrum an Biegeeigenschaften erzeugt. Es handelt sich um einen der flexiblen Dorne, der sich beim Biegen biegt. Es besteht aus einer Kugel oder kann aus mehreren verbundenen Kugeln hergestellt werden. Er ist der langlebigste unter den flexiblen Dornen, da er die größten Glieder verwendet. Dünnwandiger Dorn. Es ist auch als Close-Pitch-Dorn bekannt. Es wird für dünnwandige Rohre (Wandfaktor 70 oder mehr) und zur Herstellung von Bögen mit engen Radien verwendet. Die Glieder sind im Vergleich zu einem Standarddorn kleiner, wodurch die Kugelsegmente näher beieinander liegen und so dem dünnwandigen Rohr mehr Halt bieten. Ultradünnwandiger Dorn. Dieser Typ wird für sehr dünnwandige Rohre mit einem Wandfaktor von 200 verwendet oder mehr und zum Erstellen von Biegungen mit engsten Radien. Unter den flexiblen Dornen weist er die dichtesten Kugelsegmente auf. Sowohl ultradünnwandige Dorne als auch dünnwandige Dorne sind im Allgemeinen konstruktionsbedingt schwächer, daher sollte nicht versucht werden, Rohre mit dickeren Wänden zu biegen, da diese Typen am wahrscheinlichsten brechen.
Druckbiegen
Druckbiegen ist aufgrund seines einfacheren Aufbaus kostengünstiger als Rotationszugbiegen. Sie ist jedoch auf kreisförmige Hohlprofile beschränkt. Der Aufbau erlaubt nicht die Verwendung eines Dorns zur Unterstützung des Innendurchmessers und kann dazu führen, dass die Außenfläche leicht abgeflacht wird. Es kann nicht zum Biegen von Rohren auf einen kleinen CLR verwendet werden, da das Rohr brechen oder sich verbiegen könnte. Diese Methode wird häufig zum Biegen symmetrischer Werkstücke und elektrischer Leitungen für strukturelle Anwendungen verwendet.
Rollenbiegen
Das Rollbiegeverfahren wird zum Erstellen von Biegungen mit großem CLR für große Rohrkomponenten verwendet. Es besteht aus zwei stationären rotierenden Walzen und einer beweglichen Walze, die in einem Dreiecksmuster angeordnet ist. Die stationären Rollen drehen sich in Gegenrichtung zur beweglichen Rolle. Der Biegeradius wird schrittweise gebildet, während sich das Rohr auf den rotierenden Rollen hin und her bewegt. Das Rollbiegeverfahren wird für Werkstücke in Strukturanwendungen, Pulvertransfersystemen und vielem mehr verwendet. Es wird auch zum Biegen des Rohrs in Spiralen verwendet, da der Bediener das Rohr nach einer Umdrehung so positionieren kann, dass eine kontinuierliche Spirale entsteht.
Abschluss
Rohrbiegen ist ein Herstellungsverfahren, mit dem Rohre dauerhaft geformt werden. Die resultierende Biegung des Biegevorgangs hängt vom Werkzeug, der Geometrie der Biegung, dem Rohrmaterial und der Schmierung ab. Das Rohrmaterial erfährt während des Biegens eine Kombination aus Zug- und Druckkräften. Wandfaktor und D der Biegung sind Parameter zur Beurteilung der Schwierigkeit um eine Biegung durchzuführen. Unter Rückfederung versteht man die Tendenz eines Rohrs, nach der Biegung in seine ursprüngliche flache Position zurückzukehren. Rohrbiegeverfahren können in formgebundene oder Freiform-, Kalt- oder Warmbiegung eingeteilt werden. Formgebundenes Biegen erzeugt Biegungen, die sind abhängig von der Geometrie der Matrize. Beim Freiformbiegen entstehen Biegungen, die von der Bewegung des Rohrs und den Werkzeugen der Ausrüstung abhängen. Kalte Rohrbiegetechniken werden bei Raumtemperatur durchgeführt und umfassen Pressbiegen, Rotationsziehbiegen und Druckbiegen. Bei Heißbiegetechniken wird Wärmeenergie genutzt, um die plastische Verformung zu verbessern. Hierzu zählen Induktionsbiegen und Heißbiegen von Brammen mit Sandfüllung.